Decoding: fuel loading for the Flamanville EPR postponed to 2024
The launch of the Flamabville EPR is now scheduled for 2024. While the welding process is nearing completion, the following heat treatment operations are complex. In particular, EDF must ensure that the final operation does not impact nearby sensitive equipment.
On December 16, 2022, EDF announced in a press release that the date for loading fuel into the Flamanville EPR had been moved from the second quarter of 2023 to the first quarter of 2024. The cost estimate has been increased from 12.7 billion to 13.2 billion euros[1]. One of the reasons for this is the complexity of the heat treatment work on the repaired welds.
The rework of several welds on the Flamanville EPR before launch is progressing. EDF has now announced that “all the welds have been declared compliant with the “rupture exclusion” standard.” As a reminder, this approach “applied to piping consists, in principle, of not studying the consequences of a piping rupture in the nuclear safety demonstration because this rupture is made extremely unlikely with a high degree of confidence. It is based on particularly demanding provisions for the design, manufacture, and in-service monitoring of these pipes” (source ASN). Once the welds have been made, they are subjected to a final stage to relax the residual welding stresses and obtain appropriate mechanical characteristics. This is the heat treatment of detention.
Detention heat treatment: a complex process
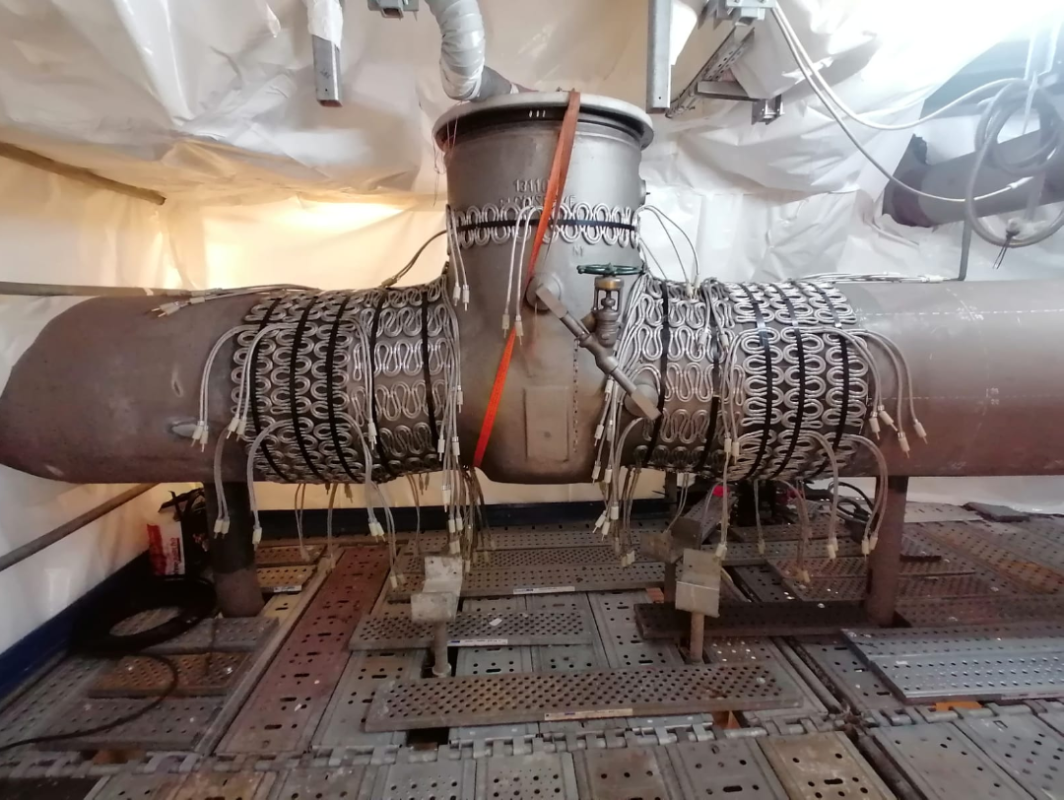
“This scheduled update is mainly linked to additional studies,” EDF said. These studies make it possible to adapt the heating plans to different configurations. A large number of the welds under repair are also in a so-called “complex” configuration. In concrete terms, the heat treatment consists in gradually raising the temperature and then maintaining a plateau (around 600°C) before lowering it again. When heat treatments are performed on-site (unlike factory heat treatments performed in a furnace), the operation consists of applying heating mantles around the welds and controlling the temperature rise, the plateau, and the fall in temperature thanks to thermocouples located outside the pipes. In this situation, the operation is all the more delicate to manage as it must not affect the neighboring equipment. The intervention of specialists from different highly qualified professions (thermal modeling, mechanics, metallurgists, and on-site implementation of heat treatments) is then necessary for the complementary studies.
[THREAD] Après la remise en conformité des soudures de traversées du circuit secondaire principal, les équipes de l’#EPR de Flamanville poursuivent les activités de traitement thermique de détensionnement (TTD) des soudures remises à niveau ces deux dernières années ✅ 1/10 pic.twitter.com/55uCaTf1rJ
— EDF EPR Flamanville (@EDFEPR) December 21, 2022
“In the summer, the heat treatment of the complex welds had to be stopped because the traditional methods led to undesired temperature behavior. We resumed the studies and tests. By the end of the year, we will have the authorizations to resume heat treatments,” explains Alain Morvan, the Flamanville 3 project manager.■
Gaïc Le Gros, Ludovic Dupin (Sfen)
Photo credit ©EDF
[1] In 2015 euros and excluding interest.